Postoji mnogo procesa kalupa za kompozitne materijale od karbonskih vlakana, a izbor procesa kalupa uglavnom uzima u obzir strukturne karakteristike komponenti, postojeće opreme za oblikovanje i troškove proizvodnje. Strukturne karakteristike kompozitnih komponenta UAV uključuju pet vrsta: kompozitna struktura laminata, sendvič sa saćeom, sendvič od pjene, struktura za vazduhoplovstvo i struktura za ugradnju cevi.
Imamo relativno kompletan asortiman kompozitnog materijala i opreme za kompozit od karbonskih vlakana i nastoji se usvojiti niske metode u dizajnu kalupa, proizvodnje, komponentne formiranjem tehnologije i montaže. Komponenta u karbonskom karbonu od karbonskih vlakana odabrana je iz tkane od tkane vlakana TORAY T300, matrični materijal je odabran iz epoksidne smole s visokim performansama izvršen na srednjoj temperaturi, a saćenik je naša kompanija. Sendvič sa sendvičem od pene je poliuretanska pjena s visokom čvrstoćom niske čvrstoće, koja se izrađuje pjevanjem mješovite tekućine sastavljene od glavnih materijala od polietera i izocijanata.
Odgovarajući procesi oblikovanja usvojeni su na osnovu različitih karakteristika kompozitnih komponenti tijela bespilotnih antena. U nastavku ćemo prenositi proizvodnju komponenti zasebno.
Proces letljivog prešaga
Grede ω - oblikovane u zipu i grede u obliku slova U na krilima su nosivi pripadnici, koristeći konstrukciju laminirane ploče od karbonskih vlakana. Da bi se dobio gusti interni kvalitet, usvaja se postupak letvice za vrući pritisak. Prvo, ugljikovna vlakna i epoksidna smola trebaju biti napravljena u unaprijed impregniranim materijalima, nakon čega slijede strogi postupci nalaganja.
1) Proizvodnja preprega
Materijal: Ojačana karbonska vlakna Toray t 300-3000-40 b.
Sistem stvrdnjavanja srednje temperature epoksidne smole kao matričnog materijala.
Oprema: vrući stroj za topljenje bubnja.
Uređaj karbonskih vlakana Koristimo (kao što je prikazano na donjoj slici) je modifikacija stroja za aranžiranje tradicionalnog rješenja, dodajući uređaj za grijanje smola kako bi se omogućila proizvodnju nepropusnoj tkanini prijem. Zbog činjenice da je epoksidna smola visoke performanse koja se koristi u kompozitnom materijalu od karbonskih vlakana za droblje čvrst je na sobnoj temperaturi, odabrana je vruća metoda topline. Prvo, epoksidna smola se vrši na male komade i zagrijava se u rastopljeni državu u ljepilo. Nakon postizanja odgovarajuće viskoznosti, oprema je uključena da uronite jedan paket ugljičnih vlakana u rastopljenoj epoksidnoj smoli, koja se zatim omotava oko bubnja velikog promjera kako bi se formirala netkana tkanina.

Netkana tkanina pripremljena metodom topljenja ne sadrži otapala, što može učinkovito smanjiti poroznost laminiranih ploča i poboljšati kvalitetu proizvoda. Ugljična vlakna u netkanoj tkanini paralelno su jedni s drugima, a ugao polaganja vlakana može se precizno kontrolirati tijekom polaganja. Vlakna su ravna bez izbijanja, što povećava mehanička svojstva vlakana.
Najkritičniji pokazatelj kvalitete za pripremu Prepregana metodom topljenja je kontrolirati sadržaj gela preprega. Sadržaj ljepila R od preprega ovisi o ljepljivom sadržaju R proizvoda. Količina ljepljivog protoka x tijekom učvršćenja proizvoda u spremniku vruće preša. Postoji kvantitativni odnos između sadržaja ljepila Prepreg, sadržaj ljepila proizvoda i ljepilo za protok na sljedeći način:
Rezultati testiranja zatečene performansi R {1-) ({{{1}) ({{{1}) ({{{-}}) ({{{-}}) ({8-1) ({8-1) ({8-1) ({8-1) (8-1) (8-1) (8-1) (8-1) (8-1) (8-1) (8-1) (8-1) (8-1) (8-1)) pokazuju da se u sadržaju lepljenog materijala postižu kada se lepljiv sadržaj netkane tkanine i kompozitnog materijala kontroliraju na (40 ± 2)% i (32 ± 2)%, odnosno (32 ± 2)%, odnosno.
2) formiranje protoka procesa
(1) Priprema kalupa.
Vruća štampa može oblikovati kalup zahtijeva da materijal kalupi za održavanje dimenzionalne stabilnosti pod visokim temperaturama i visokim pritiskom tijekom oblikovanja proizvoda, uzimajući u obzir faktore kao što su troškovi kalupa, i termička provodljivost. Forming Drone kompozitne grede: Aluminijski legura odabran je za zidni plijesan. Kalup je konkavan kalup, a površina kalupa je polirana glatka i polirana. Zalijepite PTFE krpu za otpuštanje ljepilom na površini kalupa, što ima dobar efekt oslobađanja. Kada se kontaktna površina veže na karoseriju, nema potrebe za čišćenjem sredstva za oslobađanje.
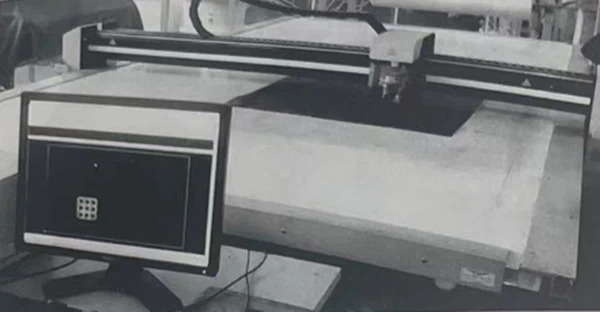
(2) Preopregnirani materijal rezanje i slaganje.
Stavite netkanu tkaninu ravno na radnoj površini automatske mašine za rezanje tkanine (kao što je prikazano na donjoj slici) i kontrolirajte stvarni smjer rezanja vlakana, uglavnom ne prelazi ± 1 sa zahtjevima dizajna. Kada koristite automatsku mašinu za rezanje tkanine za rezanje, potrebno je spriječiti da se sloj tkanine kreće kako bi se izbjeglo odstupanje ugla.
Prilikom postavljanja tkanine na površinu kalupa, treba ga ručno položiti u strogu u skladu s dizajniranim redoslijedom polaganja, a prepreg bi trebao biti spljošten i zbijati što je moguće što je moguće spljošteno za uklanjanje zraka za međusobno sredstvo.
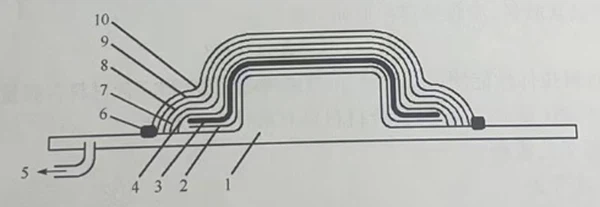
(3) Proizvodnja sistema vakuumskih torba. Pomoćni materijali potrebni za proizvodnju vakuumskih torba uključuju vakuumsku torbu Film, brtvljenje kitne trake, perforirani izolacioni film, materijal za apsorbiranje ljepljivog, prozračne tkanine i krpe za otpuštanje PTFE. Kombinujte prazan i pomoćni materijal u vakuumski sistem kao što je prikazano na sljedećoj slici. Količina korištenog ljepljivog sloja treba precizno izračunati. Nakon ukidanja, sustav bi trebao izvesti deteciju vakuumskog curenja. Nakon zaustavljanja pumpanja, održavajte pritisak duže od 10 minuta. Ako se vakuum stupnje ne smanji, zatvorite vrata rezervoara za vruću prešu.
(4) komponentno oblikovanje i obrada.
Podesite temperaturu i krivulje vremena pritiska prema parametrima očvršćivanja epoksidne smole i pokrenite program za zagrijavanje i izliječenje. Ovaj model drona prihvata sustav za osvajanje srednje temperature, koji ima prednosti niskog kalupljenog temperature, kratkih kalupljenih ciklusa, niskog unutrašnjeg stresa dijelova, dobru dimenzionalnu stabilnost, visoku količinu prijeloma, te mogu značajno smanjiti troškove potrošnje energije i poboljšati troškove proizvodnje i poboljšanje proizvodnje proizvodnje.
Nakon završetka učvršćivanja komponenti, temperatura unutar rezervoara za toplu štampu (kao što je prikazano na slici ispod) može se pustiti samo kada padne ispod 50 stepena. Komponente se hlade na sobnu temperaturu sa kalupkom prije demašenja kako bi se spriječilo deformaciju uzrokovane preostalim stresom unutar komponenata. Komponente su režene i obrađene prema rubnim linijama.
(5) Inspekcija kvaliteta.
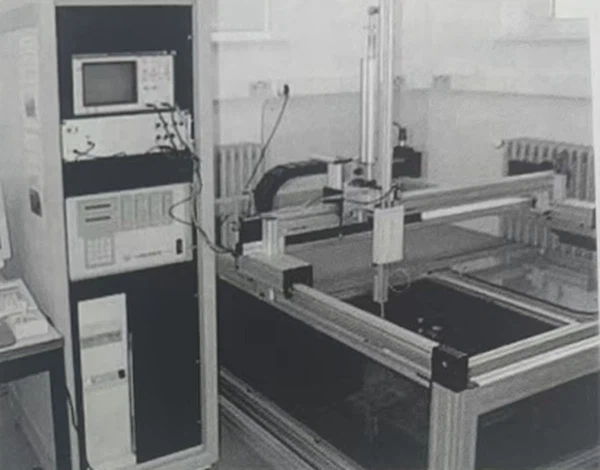
Da bi se osigurala unutrašnju kvalitetu oblikovanih dijelova spremnika vrućeg štampe, nerazorno ispitivanje vrši se pomoću ultrazvučnog C-skenera. Ultrazvučno C-skeniranje može otkriti nedostatke poput poroznosti, međulabora, delaminacije, poroznosti, debljine, vlakana, orijentacija vlakana itd. Unutar kompozitnih materijala. Prilikom provođenja ispitivanja C-skeniranja na kompozitnim materijalima, ultrazvučni pretvarač i uzorak smještaju se u rezervoar za vodu, vodeći vodom kao spojnicom. Echo se vraća kroz krug vrata kako bi se osiguralo da samo odjek iz složenog materijala može proći. Može se odabrati prag amplitude, a ako je amplituda odjek iznad praga, ocjenjuje se kao nekvalificirano područje; Ispod vrijednosti može se odrediti kao kvalificirano područje. Transducer je povezan na mehanički uređaj i može se premjestiti preko cijelog uzoraka. C-skeniranje slike mogu pružiti ograničeni avionski prikaz određene dubine ispod površine uzoraka.
Sljedeća slika prikazuje ultrazvučni sistem za skeniranje CT-a. Prilikom obavljanja operacija CT skeniranja, ultrazvučni uređaj za otkrivanje opremljen je elektronskim krugom za gazvu koji uzorke primljenim odjecima u odabranom ciklusu. Počinje raditi u odabranom vremenu aktivnosti nakon početnog puls emisije. Odabrano vrijeme aktivnosti proporcionalno je udaljenosti između vrha detekcijskog ograničenja i dubinu ispitivanja, a dužina vremena je prekinuta cirkulata s proporcionalnim debljinom ograničenja detekcije. Kada se koristi s velikim pretvaračima za fokusiranje blende, sustavi CT skeniranja mogu proizvesti detaljne zapise s dobrom prekidom rezolucije. Očigledni nedostatak CT skeniranja je generacija prekrasnih dvodimenzionalnih pregledi ravnine unutar određenog raspona dubine, tako da je potrebno postepeno povećavati dubinu i više puta skenirati, u protivnom je teško pružiti informacije na drugoj dubini.
U ispitivanju laminiranog odbora, podešavanje nivoa diskriminatore na srednji položaj između minimalnih i maksimalnih amplituda signala može otkriti pogreške u orijentaciju vlakana pomoću ultrazvučnog C-Scan metode. Pri otkrivanju delaminacije, oštećenja ljepila, pore i nečistoća, nedostaci mogu se prikazati u uzorcima boja sive sive boje. Pod određenim uvjetima može se otkriti debljina vlakana, ali faktori poput ravnećine i ravnomjernosti površine uzorka, impedancija podudaranja pretvarača, uglova incidenta i spojnog stanja mogu utjecati na rezultate otkrivanja.